 https://huxleybertram.com/wp-content/uploads/2026/01/Roell-Korthaus-AMSLER-machine.jpg
321
283
Fariz Rafar
http://huxleybertram.com/wp-content/uploads/2018/07/Logo-e1459252101108.png
Fariz Rafar2026-01-14 09:56:262026-01-14 11:25:07Moving from manual to automatic Earing measurement – What can modern Earing measurement techniques offer rolling mills?
https://huxleybertram.com/wp-content/uploads/2026/01/Roell-Korthaus-AMSLER-machine.jpg
321
283
Fariz Rafar
http://huxleybertram.com/wp-content/uploads/2018/07/Logo-e1459252101108.png
Fariz Rafar2026-01-14 09:56:262026-01-14 11:25:07Moving from manual to automatic Earing measurement – What can modern Earing measurement techniques offer rolling mills?30 YEARS YOUNG – LEGACY DEVICES ARE STILL COMMONPLACE
Manual measurement devices, such as the Roell + Korthaus AMSLER machine, are still frequently used in the rolled aluminium industry.
The AMSLER uses a combination of a four-point contact height gauge and summing mechanism to give a measurement of Earing for cups drawn from sheet material.
These devices are only able to give representative Earing measurements for ‘four peak’ metal. For ‘six peak’ metal, such as Can Body Stock, the four-contact-point design of the device fails to accurately capture all 6 peaks and valleys. For CBS, this typically results in a higher-than-expected reading, risking coils being rejected for falling outside of can-maker specifications.

MEASUREMENT TO A TENTH OF A HUMAN HAIR

Modern Earing measuring equipment, such as the Huxley Bertram Mini Earing Gauge, creates a detailed profile of an Earing cup using laser measurements. 360 points around the profile of a cup are measured to a repeatability of 10 microns.
Advanced software, proprietary to Huxley Bertram Earing measurement solutions, is then used to calculate cup Earing values. Any misalignment of the cup or skew due to the drawing process is automatically quantified and removed, and the Earing value is presented according to the internation standard for Earing measurement – EN1669.
RELIABLE, REPEATABLE – WHAT CAN USERS EXPECT AS THEY MOVE FROM MANUAL MACHINES TO MODERN EARING MEASUREMENT
To answer this question, it is necessary to explain how Earing manifests in rolled aluminium. Can Body Stock typically produces a six-peak earing profile. This means that the edge of the cup exhibits 6 unique peaks of different heights, as well as 6 corresponding valleys. These peaks and valleys appear at defined angles relative to the metal grain – this occurs due to the superposition of metallurgical properties developed during both hot and cold rolling. For CBS, it is typical to see two particularly deep valleys perpendicular to the grain direction.

In contrast, hot rolled material typically exhibits a four peak earing profile. Peaks and valleys always appear in pairs, and again with each pair being directly opposite each other on the cup.
AMSLER manual testing devices are designed to measure four peak material. When taking a manual measurement, the operator rotates the cup on the contact height gauge and records the highest Earing reading displayed over one rotation. This highest reading occurs when the contact points align with the peaks and valleys and because there are four measurement contact points, and four pairs of peaks and valleys, good alignment is possible. In this case the Earing value given by the device will approximate the EN1669 calculation.
There are, as always, some caveats – real Earing cups often show slight angular offsets in the locations of peaks and valleys. The graph below demonstrates how a device with contact points at fixed 90 degree spacing will fail to find the true deepest point of a valley and therefore give an inaccurate Earing value.

MODERN ROLLED MATERIALS REQUIRE MODERN MEASUREMENT SOLUTIONS
The EN1669 standard for measuring Earing gives us a set of formulas that are used alongside cup measurements to calculate the Earing value.
For Can Body Stock, calculating the Earing value requires all 6 peak and valley pairs to be measured. If an AMSLER device is used, the operator will find the highest Earing value when the contact points are aligned as below:

The red arrows, indicating the four valley contact points, do not align well with the Earing profile. For CBS, this measurement error results in the AMSLER reading being substantially higher than the EN1669 calculation.
| Typical CBS EN1669 Earing [%] | AMSLER Earing [%] | Difference in reading [%] |
| 2.78 | 3.3 | +0.52 |
For can body stock with a typical EN1669 Mean Earing of 2.75%, an AMSLER will typically give a reading of 3.24% – nearly 0.5% higher on average (Mean difference of 0.49% with a standard deviation of 0.09% for a dataset as measured by HB). As the specifications of can makers grow more demanding over time, this sort of error could well result in a good coil being rejected – a costly situation that can easily be avoided!
The Huxley Bertram Automatic Cupping and Earing Measurement machine, and Mini Earing Gauge offer Earing measurement to a repeatability as low as 0.07% EN1669.
https://huxleybertram.com/wp-content/uploads/2026/01/Roell-Korthaus-AMSLER-machine.jpg
321
283
Fariz Rafar
http://huxleybertram.com/wp-content/uploads/2018/07/Logo-e1459252101108.png
Fariz Rafar2026-01-14 09:56:262026-01-14 11:25:07Moving from manual to automatic Earing measurement – What can modern Earing measurement techniques offer rolling mills? https://huxleybertram.com/wp-content/uploads/2023/10/Untitled-picture.jpg
600
600
admin
http://huxleybertram.com/wp-content/uploads/2018/07/Logo-e1459252101108.png
admin2023-10-30 11:52:492023-11-01 11:47:55Huxley Bertram at The Canmaker Summit 2023
https://huxleybertram.com/wp-content/uploads/2023/10/Untitled-picture.jpg
600
600
admin
http://huxleybertram.com/wp-content/uploads/2018/07/Logo-e1459252101108.png
admin2023-10-30 11:52:492023-11-01 11:47:55Huxley Bertram at The Canmaker Summit 2023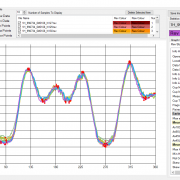 https://huxleybertram.com/wp-content/uploads/2022/11/earing-profile-repeatabilty-automation.png
772
1391
admin
http://huxleybertram.com/wp-content/uploads/2018/07/Logo-e1459252101108.png
admin2022-11-01 13:23:562026-01-13 17:23:51Automatic Cupping & Earing Measurement Unit featured in Aluminium International Today
https://huxleybertram.com/wp-content/uploads/2022/11/earing-profile-repeatabilty-automation.png
772
1391
admin
http://huxleybertram.com/wp-content/uploads/2018/07/Logo-e1459252101108.png
admin2022-11-01 13:23:562026-01-13 17:23:51Automatic Cupping & Earing Measurement Unit featured in Aluminium International Today